5.6. Program tension control
The program tension control is a special application of the diameter tension control. According to the pre-set programs and the change of roll diameter, the controller increases/decreases the output power to achieve tension control purpose.
In this control mode, do not need to set the rated Torque[38] of the powder brake.
To use the program tension control mode, set Ctrl Mode[29] to Program ctrl.
5.6.1. Operation screen

Note: The measured radius can be viewed in the 7-seg LED display while the 'mm' indicator is lit.
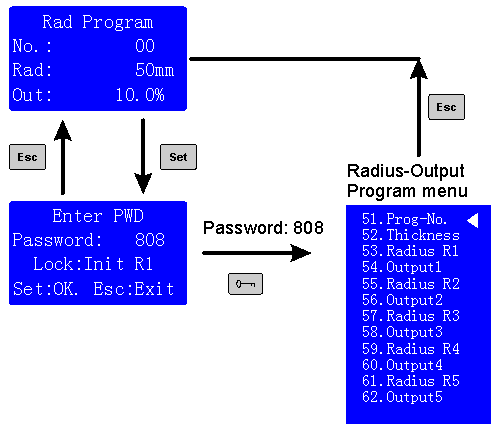
5.6.2. Accessing program parameters
To view and modify the radius-output program, follow the below steps:
-
Make sure that the controller works in program control mode (if not, set Ctrl Mode[29] to Program ctrl).
-
Press Set key to enter the [Enter PWD] screen and set the password to 808.
-
Press Lock key, the program parameter list appears.
5.6.3. Introduction to program parameters
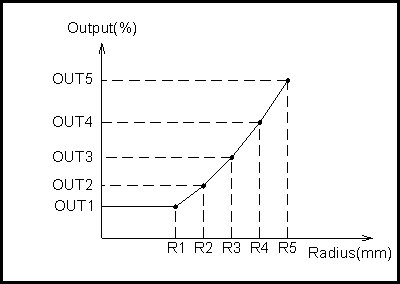
Each program consists of five points, each point is a radius-output pair. The TC818 tension controller can store 10 programs in its non-volatile memory.
5.6.3.1. Program number
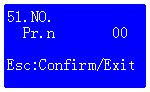
When need to perform the program tension control for several kinds of material on the same machine, one can set several program for each web material for later using.
The TC818 can store 10 pre-set programs, number from 00 to 09.
5.6.3.2. Thickness

The thickness of the web, this value affects the precision of the radius measurement, it must set exactly.
5.6.3.3. Radius Rn
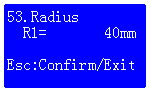
The radius value in the radius-output pair, these radius and the outputs associated with them determine the shape the program.
There are 5 radius: Radius r1[53] to Radius r5[61]
Adjustable Range: Min Radius[33] to Max Radius[32]
The setting of radius must meet the condition: R1 <= R2 <= R3 <= R4 <= R5.
5.6.3.4. Output n
The output value associated with the Radius r(n).
There are 5 outputs: Output1[54] - Output5[62]
Adjustable Range: 0~100.0%
5.6.4. Debug steps
-
Make sure that the mounting and connection of the proximity switch/encoder is correct, and check if the proximity switch/encoder works correctly.
-
Set proper values for the program control related parameters.
-
Set Function[28] to Radius control.
Set Ctrl Mode[29] to Program ctrl.
-
Set proper values for the radius measurement parameters, see Section 5.2.
-
Set proper values for radius-output program.
-
Set proper values for parameters 08-15.
-
-
Operate in manual mode to test if the measurement of the radius is correct, if not, goto step 2.
-
Setup the radius-output program according to the practical requirements, after everything works fine, switch to automatic mode.