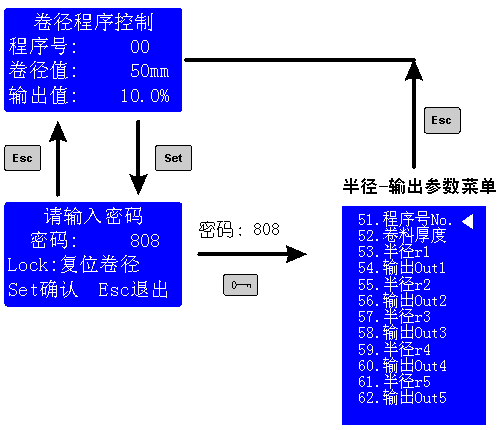
5.6 卷径程序控制
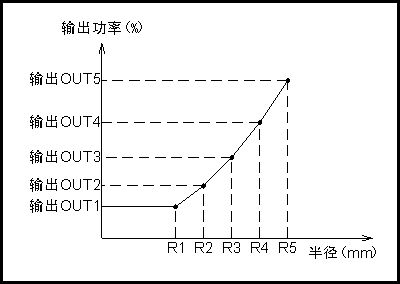
卷径-输出曲线控制是卷径控制的特殊应用,当TC818作为卷径-输出曲线程序控制器使用时,仪表按照设定的卷径-输出曲线,根据实测卷径不断地改变输出,达到张力控制的目的。卷径-输出曲线控制不需对磁粉制动器的额定转矩[38]进行设置。
要采用卷径程序控制,请把控制方式[29]设置为曲线程序控制。

5.6.3 曲线程序参数介绍
TC818可内设10条卷径-输出值曲线程序,每条由5个点组成,每个点为一个卷径-输出值坐标。

5.6.3.3 卷料半径Rn
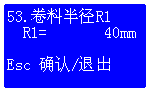
曲线程序中的半径设定点,这些半径和它们所对应的输出值决定了曲线程序。
共5个点: 半径r1[53]到半径r5[61]。
设置范围:最小卷料半径[33]到最大卷料半径[32]。
半径需按从小到大设置,满足以下条件:r1≤r2≤r3≤r4≤r5.
5.6.4 卷径程序控制-调试步骤
-
确保测量卷径的接近开关安装及接线正确,检查并判断接近开关是否正常工作。
-
对卷径程序控制的相关参数进行正确设置:
(1). 功能选择[28]设置为卷径张力控制
控制方式[29]设置为曲线程序控制
(2).对卷径测量的相关参数进行正确设置,见 第 5.2 节。
(3).设置合适的曲线程序参数
(4).根据系统要求对 08-15 号参数设置适当的值。
-
手动运转系统,确认卷径测量正确,如不正常回到步骤[2]。
-
根据实际要求,设置合适的卷径-输出值曲线,切换到自动控制运行。